-
Metallbor
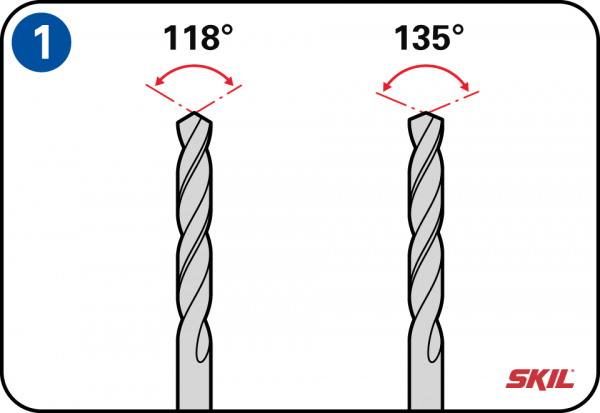
En karakteristisk egenskap ved metallbor er den skarpe tuppen, som er nødvendig for å sikre at boret lett skjærer seg gjennom metallet. Metallbor har samme diameter i hele lengden, og de har en tupp som er slipt i en vinkel på 118°. Disse borene kalles også hurtigstålbor (HSS-bor) (High Speed Steel drills på engelsk). HSS-bor i kobolt er tilgjengelige for boring i hardmetaller som rustfritt stål, og disse har en litt stumpere vinkel på tuppen på 135° for å få god sentrering når du begynner å bore. Disse borene er laget av HSS-stål med 5 % kobolt og bør kjøles under boring med en spesiell borolje.
-
Produksjon av spon ved boring
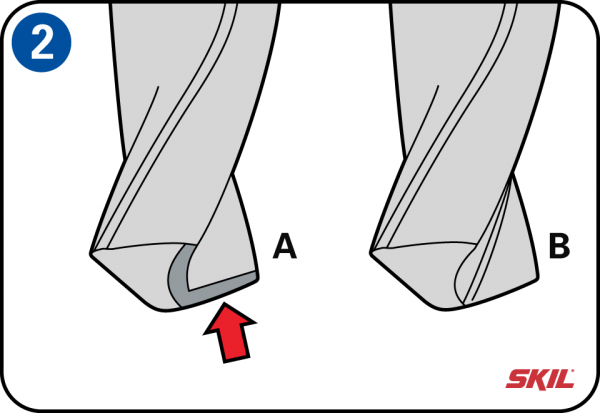
Boring i metall fører til spon eller flis (ved myke metaller som messing) eller langt spon (ved harde metaller som jern og stål). Det finnes spesialbor for begge disse metalltypene. Skjærekantene på borene for myke metaller er flate (A). Dette sikrer at disse metallborene ikke så lett "biter" inn i metallet, noe som betyr at de også kan brukes til andre myke materialer, f.eks. plast og nylon. Skjærekantene på borene for harde metaller er skarpe (B).
-
Boring av store hull
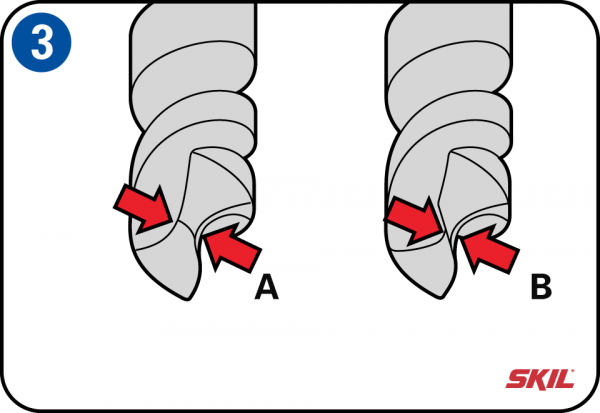
Hvis du skal bore hull med stor diameter i metall, er det best først å forbore ved bruk av et bor med mindre diameter. Dette gjør at det større boret skjærer mer effektivt med mindre fare for å skli unna. Ved behov kan du forbore i flere trinn med gradvis økende diameter.
Ved forboring skal diameteren i det minste boret (B) være minst den samme som i kjernen i det største boret (A). Kjernen i boret er den korteste avstanden mellom de to skjærekantene. -
Borhastighet
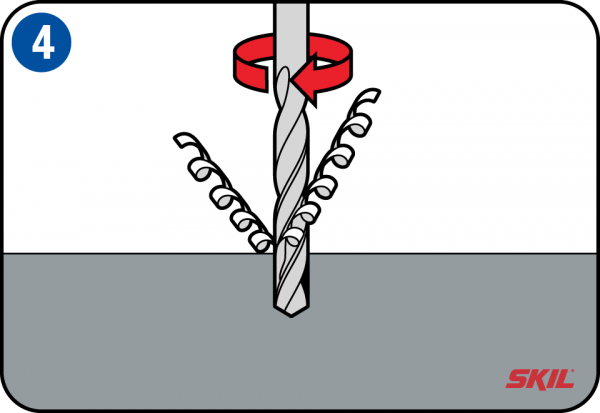
En vanlig feil er å bore med for høy hastighet. Jo hardere materialer som det skal bores i er, desto lavere skal borhastigheten være. Hvis du for eksempel skal bore et 8 mm hull i messing, skal du stille inn drillen på en hastighet av 2500 o/m. Eller når det gjelder rustfritt stål, som er mye hardere, er den riktige borhastigheten 800 o/m. Et godt tegn på at du bruker riktig hastighet, er at du får pene lange spon.
-
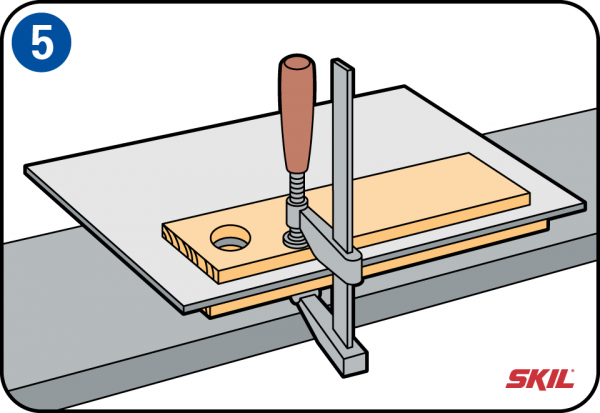
Boring i tynne metallplater
Hvis du ønsker å bore i en tynn metallplate, skal du aldri holde platen med hendene. Når boret skjærer gjennom metallet og kommer ut på den andre siden, er det fare for at metallplaten plutselig kan bli sittende fast i boret og fly ut av hånden på deg. Det er bedre å låse metallplaten godt fast mellom to trestykker. Da er det mindre fare for at den vil fly av sted og skade noen. Dette reduserer også mengden av grat, noe som gjør det enklere å bli ferdig med arbeidsstykket.
-
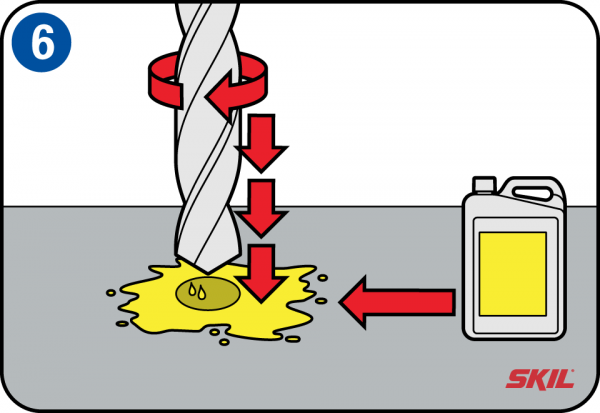
Sett boret inn med olje
Når du borer i jern eller stål, er det best å bruke så lite kraft som mulig. La drillen gjøre arbeidet! Du kan bruke borolje for å smøre og kjøle boret. Når du nesten har kommet gjennom metallet, skal du passe på at boret ikke trenger gjennom materialet for raskt. Dette vil redusere graten der boret kommer ut av metallet.
-
Boring i metallrør
Hvis du borer i et metallrør, må du påse at arbeidsstykket sitter godt fast. Det beste er å bruke et borstativ og en skrustikke. Du kan hindre røret i å vri seg – som følge av trykket fra drillen – ved å føre et trestykke av samme størrelse og form inn i røret. Det samme gjelder her: La drillen gjøre arbeidet, og ikke bruk for mye kraft.